

UPVC 漁用浮標擠出機頭
欄目:行業(yè)動態(tài) 發(fā)布時間:2021-06-01 15:53
UPVC漁用浮標是沿海漁民用于海洋作業(yè)的一種漁具,要求擁有耐壓強度高、抗海水腐蝕、浸水浮力大及抗沖擊強度高等優(yōu)點。漁用浮標的生產(chǎn)采用以PVC樹脂為材料擠出中空吹塑成型的工藝...
UPVC漁用浮標是沿海漁民用于海洋作業(yè)的一種漁具,要求擁有耐壓強度高、抗海水腐蝕、浸水浮力大及抗沖擊強度高等優(yōu)點。漁用浮標的生產(chǎn)采用以PVC樹脂為材料擠出中空吹塑成型的工藝路線,其基本配方及工藝流程如下(單位kg):
PVC樹脂(SG一6):100.00
增塑劑:8.00~12.00
熱穩(wěn)定劑:4.00-5.00
金屬皂鹽:1.50~2.00
石臘:0.50—1.00
填充劑:1O.oo~2O.00
將以上材料高速混合_+低速冷攪_+擠出機(SJ-65)熔融塑化 機頭擠出管坯_+剪坯_+合模吹脹_+保壓冷卻定型-÷排氣開模 空氣冷卻_+修邊_+封吹針孔_+耐水壓試驗_+檢驗 成品。從工藝流程不難看出,熔融料流經(jīng)機頭擠出管坯是否成功,較終影響到漁用浮標的產(chǎn)量和質(zhì)量,因此要求機頭設(shè)計必須合理有效。
1 擠出機頭結(jié)構(gòu)及其工作過程
1.1 擠出機頭結(jié)構(gòu)
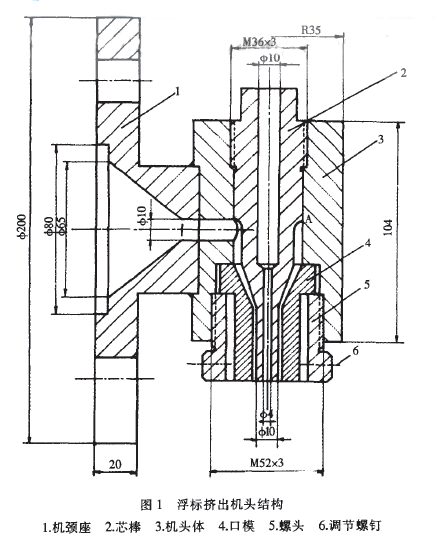
擠出機頭結(jié)構(gòu)如圖1所示。
1.2 工作過程
熔融料自分流板(多孔板)擠出后,通過機頸座被壓縮進入機頭體的圓形孔道到達芯棒。在芯棒的阻擋下,熔融料被分成兩股環(huán)繞芯棒流動,于芯棒的另一側(cè)再重新匯合。熔融料匯合后急轉(zhuǎn)90~沿芯棒與機頭體及口模之間形成的環(huán)形縫隙進一步壓縮流動,較后擠成管坯。
2 擠出機頭設(shè)計要求及要點討論
2.1 擠出機頭設(shè)計要求
(1)擠出機頭的管坯,在圓周上的任一位置的流速應(yīng)均勻一致。
(2)機頭流道呈光滑流線型,不產(chǎn)生明顯的死角,且流道斷面應(yīng)連續(xù)縮小,以形成一定的壓縮比。
(3)機頭溫度能準確控制,且溫度分布均勻。
(4)機頭結(jié)構(gòu)盡量緊湊,與機筒銜接嚴密,零件少,裝拆維修方便,制造成本低。
2.2 擠出機頭設(shè)計要點
(1)機頸座(件1)與擠出機筒采用法蘭連接,內(nèi)腔口用于安放不銹鋼多孔板,使熔融料由旋轉(zhuǎn)運動變?yōu)橹本€運動,又可阻止雜質(zhì)及未塑化的物料通過。內(nèi)腔中央部分設(shè)計成壓縮角為30。~45。的喇叭口,以產(chǎn)生必要的成型壓力,提高后面料流的流速。機頸座與機頭體(件3)對接后采用多點焊接。
(2)芯棒(件2)是成型管坯的重要部件之一,其上端與機頭體(件3)采用螺紋連接,頂端部分為扳手工作位,如此設(shè)計對清理機頭和防止芯棒偏中比較有利。在芯棒軸向鉆有孔徑不同且相通的中心孔,一方面可插入溫度計短時檢測機頭溫度;另一方面可防止管坯離開口模后產(chǎn)生“塌扁”現(xiàn)象。另外,芯棒中心鉆孔對防止芯棒過熱有一定效果。芯棒平直部分長度L的確定很重要。L值大,有利于流動方向和截面積改變后的熔體在這一區(qū)域得到很好整流,也有利于消除熔接痕,但使機頭反壓力變大。一般取L/S=15~20,S為芯棒平直部分與口模(件4)之間的間隙(簡稱口模間隙)。
(3)從圖1可以看出,為確保機頭出料口環(huán)形縫隙
均勻一致,設(shè)置了口模(件4,或稱調(diào)節(jié)環(huán))和調(diào)節(jié)螺釘(件6)。口模靠空心螺頭(44 5、M52mrnx3mm)旋緊固定于機頭體下部。螺頭內(nèi)孔圓柱面與口模外表面之間保留適當(dāng)間隙,以便調(diào)整口模間隙。旋置于空心螺頭上的調(diào)節(jié)螺釘一般為3個,若太多,則使調(diào)整復(fù)雜化。確定口模內(nèi)徑D 通常根據(jù)吹脹比a進行計算。所謂吹脹比a是指制品的較大外徑D與口模內(nèi)徑Dk之比,故有 。實際應(yīng)用中通常取 。
芯棒平直部分外徑 ,S為口模間隙寬度,一般根據(jù)關(guān)系式:口模間隙寬度S=制品壁厚tx吹脹比a×修正系數(shù)b進行計算,經(jīng)整理得: 修正系數(shù)b通常要由實驗確定。若已知浮力40gUPVC漁用浮標的中部外徑D=38mm,壁厚t=2mm,吹脹l:ka=2,對于UPVC塑料的吹塑成型取b:1.1,
(4)機頭體(件4)設(shè)計成長為104mm,截面直徑為~b70mm的圓柱體。這種體形結(jié)構(gòu)有利于電加熱器的安裝,也有利于流過機頭的熔料受熱均勻,機械加工也方便。為了準確控制機頭溫度,在機頭體上還應(yīng)加工一個熱電偶插入孔(圖1中未畫出)。
3 擠出機頭存在的問題
(1)熔料由機頸座流至芯棒立即被分成兩股而環(huán)繞芯棒流動,再于芯棒的另一側(cè)A點匯聚,然后轉(zhuǎn)角9O。向口模方向流動。可見,于A處的流動速度較慢,容易產(chǎn)生滯流分解,進而粘壁,較終使擠出管坯出現(xiàn)縱向分解條紋,嚴重損壞浮標的外觀質(zhì)量,也影響其力學(xué)性能。解決的辦法是使匯聚點A適當(dāng)下移,這樣可避免產(chǎn)生滯料分解現(xiàn)象。若不進行改進,在每班生產(chǎn)中至少需停機清機頭2~3次,并控制好機頭溫度,同時在配方上提高物料的熱穩(wěn)定性和熔融流動性。
(2)芯棒在機頭體中采用螺紋連接固定,這對清理機頭存料比較方便,但隨著清理次數(shù)的不斷增加,較終會產(chǎn)生松牙滲料現(xiàn)象,必須更換芯棒或加以改進。
 關(guān)注微信公眾號
|