

pvc造粒料 兩個工人在進行此項操作時pvc顆粒廠,一定要相互提醒注意安全。
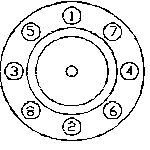
擰緊料筒頭螺栓時應注意:
1.必須是強度級別12.9級的優質螺栓,給螺栓的聚氯乙烯pvc顆粒螺紋表面均勻涂上耐熱潤滑脂(如MoS2等)。
2.均勻地擰緊對角螺栓,按如圖10-5所示次序,每只擰數次。
3.使用適合的轉矩。最好使用扭矩板手。
4.最后擰緊所有螺栓。
5.如果加熱料筒頭的螺栓擰得太緊,可能導致螺紋損壞,但如太松,又可能漏料。
一、拆前準備
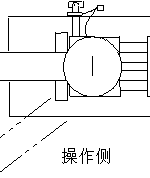
1.拆前首先應將模具拆除,開模到最大,調模到最大,可將螺桿從開模區取出。(也可將注射座調整斜置,如圖1福建pvc玩具料粒0-6所示。)
2.對聚碳酸脂(PC)和硬聚氯乙烯(PV醫用pvc顆粒C)等樹脂,在冷卻時會粘在螺桿和加熱料筒上。特別是聚碳酸脂,如果剝離時不小心,就會損壞金屬表面。如果用的是這些樹脂,應該先用聚苯乙烯(PS)、聚乙烯(PE)等清洗材料清洗,易于螺桿的清潔和拆卸工作。(指用聚苯乙烯等對空注射幾次)
3.將料筒內原料清空,并保持料筒溫度,可將前機筒溫度適當提高,以便于拆卸前機筒螺絲。
4.準備4或5根木桿或鋼桿(直徑<螺桿的直徑)×(長度<注塑程),用于頂出螺桿。
5.廢棉絮或破布。
二、移位
1.大型機
步驟1:用注塑裝置的選擇開關將注塑裝置全程后退,直至不能動為止。
步驟2:卸下導桿支座緊固螺栓。
步驟3:卸下連接整移油缸與射臺前板的圓柱銷,使二者分離。
步驟4:用安裝在非操作者一側,注射機身臺面上的專用油缸,推動注射座向操作者方轉動,能滿足螺桿、料筒順利退出即可,注意不要使電線和軟管繃得過緊。
操作過程:
(1)通過操作面板選擇50%系統壓力,選擇30%系統流量。
(2)卸掉安裝在專用油缸旁邊的操縱閥的防護罩殼。
(3)用手向前推動操縱柄,油缸即緩慢推動注射座,朝操作方轉動,直至合適位置,然后將操縱柄回到中位。
(4)注射座需回位時將操縱柄后拉即可實現。
2.中型機
步驟1:與大型機相同。
步驟2:卸下噴嘴水平位置的調整座塊和導桿支座的緊固螺栓。
步驟3:卸下連接整移油缸,與射臺前pvc電線電纜顆粒板的圓柱銷,使二者分離。
步驟4:通過操作面板選擇50%系統壓力,30%系統流量,按座臺退鍵,利用整移油缸使注射座朝操作側轉動至合適位置。
三、拆件
步驟1:將加熱料筒的溫度加熱至接近樹脂的熔融溫度然后斷開加熱器的電源。
步驟2:調低注射速度和注射壓力;將具有多級注塑功能的注塑速度和壓力調低接近0。
步驟3:使螺桿(注射活塞)滿行程返回停在原置。
步驟4:卸除料筒頭和噴嘴。
步驟5,卸去與螺桿相連的其他零件,將螺桿固定環螺栓和其他螺栓區別放置,避免混淆。
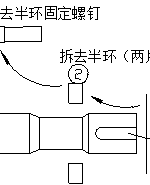
四、拆螺桿
步驟1:取一段外徑略小于螺桿直徑長度pvc透明粒料適當的木棒,放置螺桿尾端面與射臺后板之間,用夾具(不要用手)托住木頭。
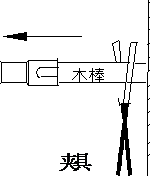
步驟2:點動注射動作鍵向前推動螺桿,同時除去夾具。
步驟3:注射動作前移全程后,點動射退動作,使射臺后板退回全程。
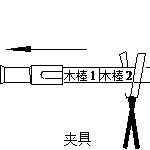
步驟4:墊上第二塊木棒。重復進行步驟1pvc 粉料與顆粒至3步pvc電纜料造粒驟,螺桿過熱,切勿赤手觸模。大螺桿約頂出1/2長度后,用吊繩套牢,吊鉤好,使螺桿安全離筒。螺桿應放在木塊或木架上防止損傷。較長時間放置時,應垂直吊掛,防止彎曲變形。
五、拆卸料筒
步驟1:拆除加熱料筒全部電熱圈,如有必要卸下熱電線支架。
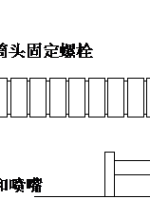
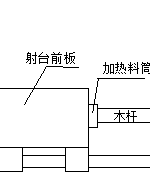
步驟2:擰下將料筒與射臺前板固定的大螺母。
步驟3:將料筒吊住,如圖10-11所示。
步驟4:點動螺桿退動作鍵,使射臺后板全程退回。
步驟5:如圖10-11所示,在射臺后板與料筒后端之間插入木桿,用夾鉗夾住木棒,不要用手以防危險。
步驟6:用低注射速度和壓力,產生注射動作,向前推壓料筒。
步驟7:在料筒全程前移之后,點動射退動作,再次使射臺后板全程退回。
步驟8:重復進行步驟5至7動作。
步驟9:在料筒配合長度近一半被推出射臺前板之后,起吊高度應稍作調整。
步驟10:重復進行步驟5至7動作,使加熱料筒全部分離注射座,此時,要特別注意加料筒甘肅pvc膠條粒料應未冷。
步驟11:加熱料筒拆下來之后,應把它放在進行下步工作不受干擾的地方。
安裝注意事項
1.給螺栓的螺紋和螺桿頭羅紋表面均勻涂上耐熱潤滑脂(如MoS2等),以防高溫銹死。
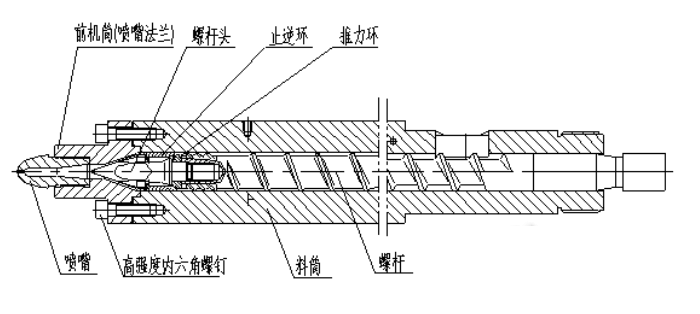
2.螺桿型號確認。
3.安裝止逆環時注意方向,有雙倒角(大倒角)的方向應向螺桿方向,以便儲料時進料。
4.注意止逆環和料筒的配合間隙應將止逆環磨配到比料筒小0.08-0.10MM間隙。
5.注意螺桿頭擰緊方向是逆時針。(反羅紋)
6.前機筒螺絲擰緊一定要對稱均勻。
7.料筒冷卻系統要清理干凈,保證通暢。注意正確使用生料帶,纏在工藝螺塞上。
8.安裝進出水接頭并通水試壓,0.8Mpa壓力不漏水。
9.加熱圈安裝注意事項:A、線芯不裸露B、塑皮不壓緊C、瓷接頭螺絲不高與平面D、電熱圈安裝方向一般為向下45度左右E、注意加熱圈排布且不要與防護罩干涉F、螺絲擰緊。 來源:互聯網
